


廣東省深圳市光明區玉塘街道田寮社區光僑路公司智造產業園
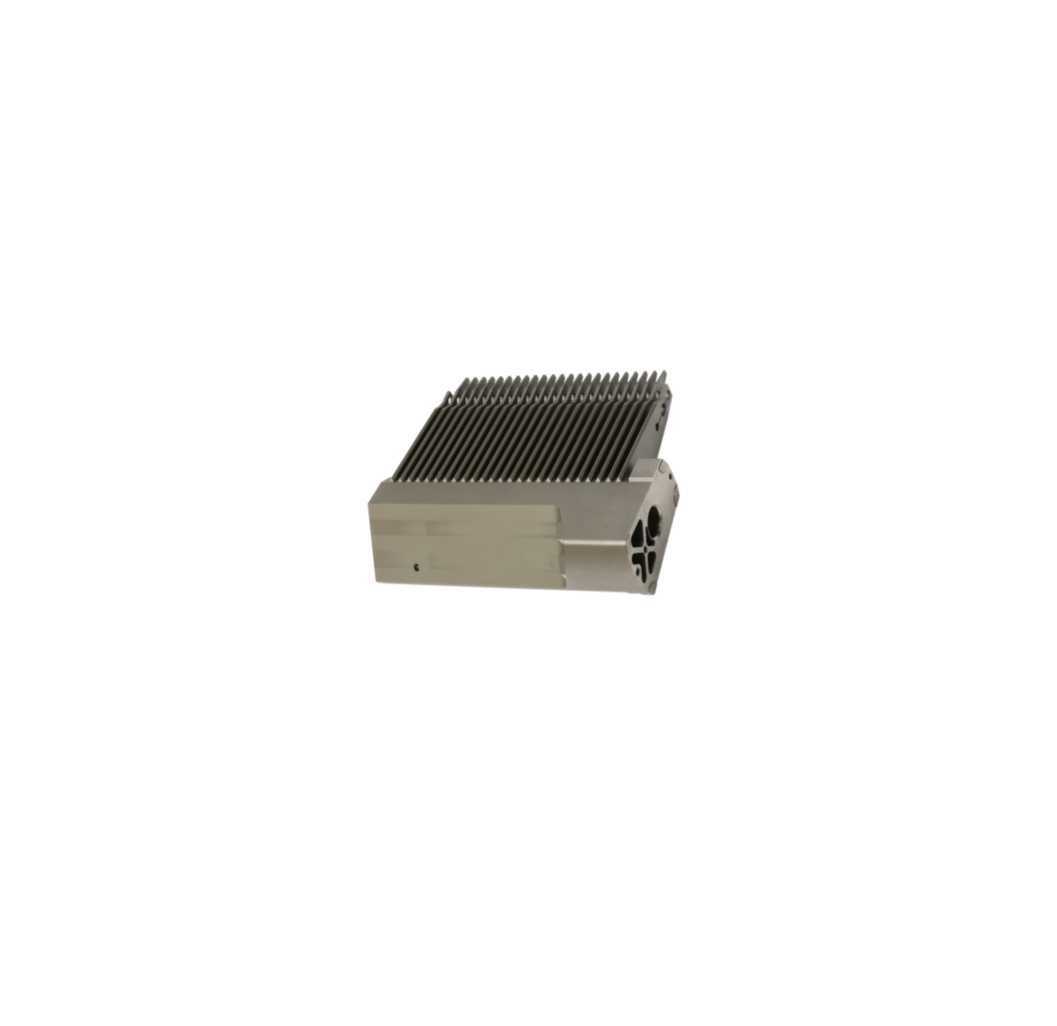
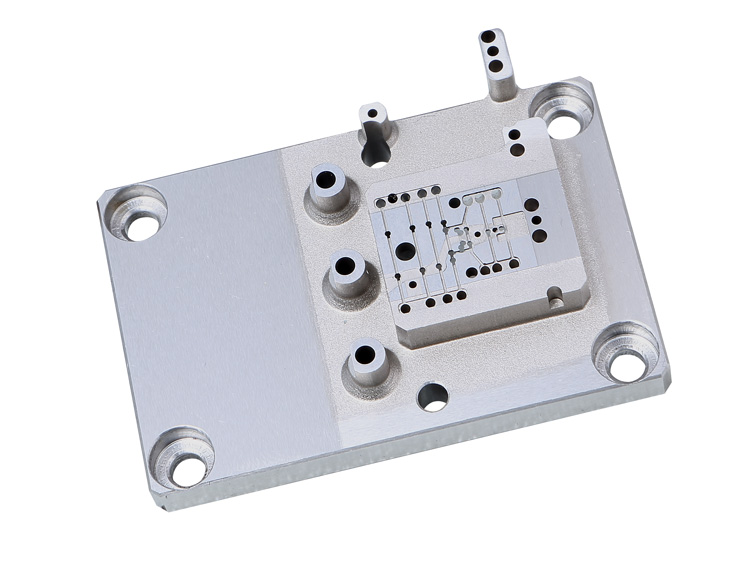 產品名:HGA彈性臂壓塊 材 料:440C或CD650鎢鋼 主要工藝:電火花,慢走絲、平磨 技術難點: --零件尺寸小而幾何尺寸/形位公差精度極精; --所有精孔尺寸/位置精度0.003mm由慢走絲/鏜磨加工; --頂部十余處電火花加工異型淺槽輪廓/深度公差0.003mm --整體金剛石涂層 |  產品名:PZT載板 材料: Al 6061-T6 主要工藝:CNC 技術難點: --所有120控制孔徑公差0.005mm以及位置度公差0.005mm. --硬質黑色氧化處理后保證整體平面度0.02mm以內。 |  產品名:集成安裝盒 材料:AL6061 主要工藝:CNC,硬黑氧化+化學轉化膜 技術難點: -- CNC多軸加工;六面平面度、平行度、垂直度全部0.005~0.01mm; --三面精孔位置度0.01以內; --近300處尺寸由CNC多次/多面加工/CMM三坐標測量確保。 |
 產品名:E-驅動架 材料:鈦合金 主要工藝:CNC、平磨、慢走絲 技術難點: --多層薄片架變形控制難度大,平面度0.01mm; -- 各層薄片架位置精度±0.015mm; |  產品名: 銷釘/閥芯螺絲類小零件 材 料:不銹鋼、鋁/銅合金 主要工藝:自動車床 技術難點: --多軸自動車床批量加工,精度0.005mm |  產品名:沖壓模-沖頭 材料:CD650鎢鋼 主要工藝:平磨、慢走絲、拋光 技術難點: --尺寸及形位公差精度0.003mm; --沖頭成型部位拋光Ra0.05 |
 產品名:DK沖針 材料: 440C 主要工藝:磨床、電火花 技術難點: --細長特征加工難度大,內外徑同軸度0.005mm; --沖針頭部輪廓度0.003mm; --整體氮化鈦涂層 |  產品名:HGA成型沖頭 材料: CD650 + PCD 主要工藝:焊接、平磨、慢走絲 技術難點: -- PCD硬度及壽命高于鎢鋼多倍 --尺寸與形位公差精度 0.003mm -- PCD部分表面粗糙度Ra0.2 |  產品名:HGA壓頭 材料: 440C 主要工藝:電火花,拋光 技術難點: --外形尺寸及形位公差0.003 --頂部電火花加工異型槽輪廓/深度公差0.003mm --整體金剛石涂層 |
 產品名:緩沖片沖頭 材料:CD650 & ASP23, Torlon 主要工藝:電火花、磨床、拋光 技術難點: --外形與D型沖孔模輪廓度0.003mm; --內孔與外圓同軸度公差+/-0.0015mm; -- 組合設計,頭部可互換 --外觀嚴格:100倍顯微鏡下檢查D型斜面刀口銳邊不可崩缺。 | 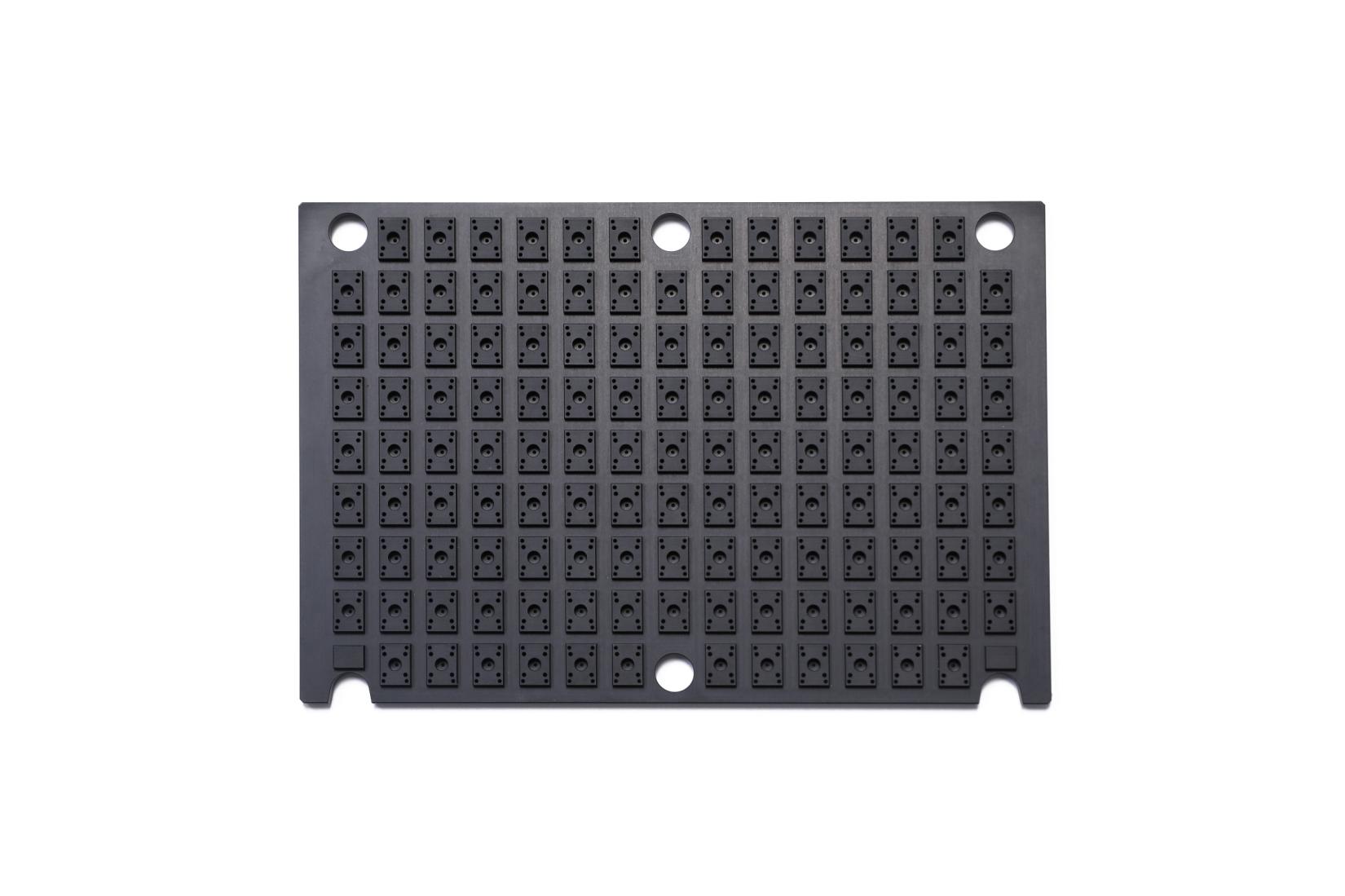 1.產品名稱:托盤單元 2.材料:AL6061 3.主要工藝:CNC 4.技術難點:凸臺外形尺寸±0.02mm,八個小孔公差+0.01mm,位置度±0.01mm |  1.產品名稱:三通 2.材料: 7075-T6 3.主要工藝: 車床, CNC 4.技術難點:各外圓全跳動0.01,各端面到軸線距離±0.005mm |
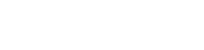
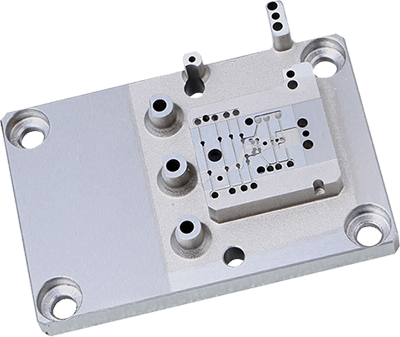
 1.產品名稱:模具 2.材料:SUS316L 3.主要工藝:CNC 4.技術難點:21個孔位公差±0.005mm,孔內粗糙度Ra0.1-0.2,且不能有劃痕 |  2.材料:白色PET 3.主要工藝:CNC 4.技術難點:φ1.4孔公差+0.02mm,深度20.8mm,公差-0.03mm,位置度±0.01 |  2.材料:SUS316 3.主要工藝:數車、四軸CNC 4.技術難點:內孔及頭部外圓同軸度0.03 |
 1.產品名稱:AC 執行器塊 2.材料:6061-T6 3.主要工藝:慢絲,CNC 4.技術難點:22個0.18槽公差±0.02mm,頭部厚度公差±0.01mm,間距±0.01mm,平行度0.01 |  1.產品名稱:活塞缸體 2.材料:17-4 HP 不銹鋼 3.主要工藝:數車、CNC 4.技術難點:兩頭內孔和螺紋相對于外形位置度±0.01mm,光潔度Ra0.2-0.4 |  1.產品名稱:通止規 2.材料:9Mn2v 3.主要工藝:磨床 4.技術難點:中間槽尺寸±0.005mm,平面度0.0045,平行度0.006,粗糙度Rzmax1 |
 1.產品名稱:滑動組頂塊 2.材料:TEKAPEEK CMF 3.主要工藝:CNC 4.技術難點:小孔尺寸為φ0.31+0.02mm,相互孔位為±0.0075mm | 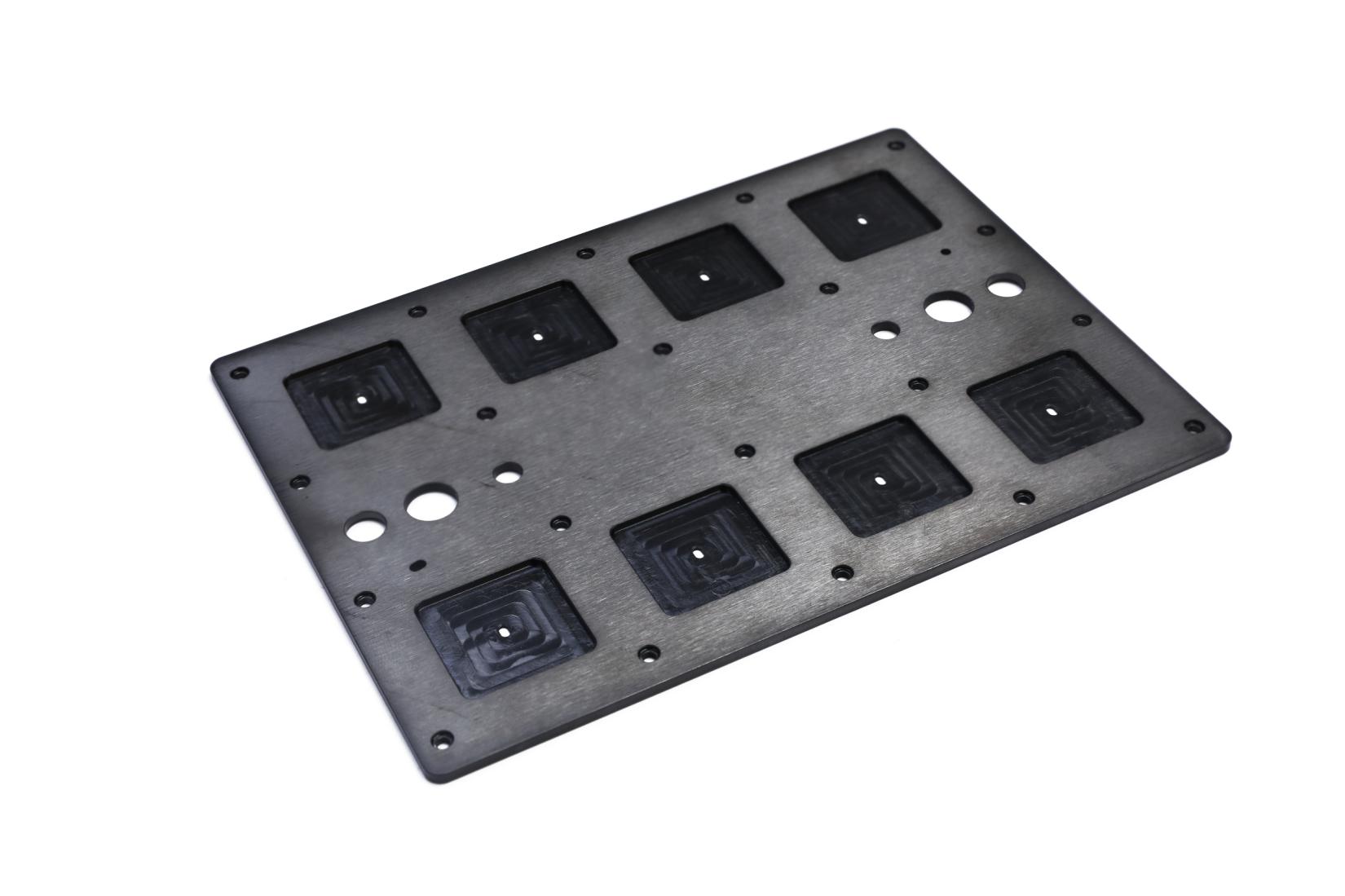 2.材料:SUS420 3.主要工藝:慢絲、火花 4.技術難點:慢絲火花加工處利邊,深度及尺寸公差均為+0.01mm,相對位置±0.01mm |  1.產品名稱:Holder轉軸 2.材料:ZL101A,鋁鑄坯 3.主要工藝:鑄造、數車、CNC 4.技術難點:鑄坯材質均勻性,人工時效控制變形,兩端精軸同軸度0.02mm |
請填寫以下表格,我們將盡快與您聯系
您的姓名 *
您的公司 *
您的電話 *
您的郵箱 *
您的留言 *



